誘導加熱処理表面プロセスとは何ですか?
誘導加熱 は、電磁誘導による金属の非常に的を絞った加熱を可能にする熱処理プロセスです。 このプロセスは、材料内の誘導電流に依存して熱を生成し、金属または他の導電性材料を結合、硬化、または軟化するために使用される好ましい方法です。 現代の製造プロセスでは、この形式の熱処理は、速度、一貫性、および制御の有益な組み合わせを提供します。 基本原理はよく知られていますが、ソリッドステートテクノロジーの最新の進歩により、接合、処理、加熱、および材料試験を含むアプリケーション向けに、プロセスが非常にシンプルで費用効果の高い加熱方法になっています。 
誘導加熱処理は、電気加熱コイルの高度に制御可能な使用により、各金属部品だけでなく、その金属部品の各セクションに最適な物理的特性を選択することを可能にします。 高周波焼入れは、衝撃荷重や振動を処理するために必要な延性を犠牲にすることなく、ベアリングジャーナルとシャフトセクションに優れた耐久性を与えることができます。 歪みの問題を発生させることなく、複雑な部品の内部ベアリング面とバルブシートを硬化させることができます。 これは、ニーズに最適な方法で、耐久性と延性のために特定の領域を硬化または焼きなましできることを意味します。
誘導熱処理サービスの利点
- 集中熱処理 表面硬化は、部品の高摩耗領域を硬化させながら、コアの元の延性を保持します。 硬化領域は、ケースの深さ、幅、位置、硬度に関して正確に制御されます。
- 最適化された一貫性 直火、トーチ加熱、その他の方法に関連する不整合や品質の問題を解消します。 システムが適切に調整および設定されると、推測作業や変動はありません。 加熱パターンは再現性があり、一貫性があります。 最新のソリッドステートシステムでは、正確な温度制御により均一な結果が得られます。
- 生産性の最大化 部品内部で直接かつ瞬時に(<2000秒で>1ºF。)熱が発生するため、生産率を最大化できます。 起動は事実上瞬時です。 ウォームアップまたはクールダウンサイクルは必要ありません。
- 製品品質の改善 部品が炎やその他の発熱体に直接接触することはありません。 熱は、交流によって部品自体に誘導されます。 その結果、製品の反り、歪み、不良率が最小限に抑えられます。
- エネルギー消費量の削減 光熱費の増加にうんざりしていませんか? この独自のエネルギー効率の高いプロセスは、消費されたエネルギーの最大90%を有用な熱に変換します。 バッチ炉は一般的に45%のエネルギー効率しかありません。 ウォームアップまたはクールダウンサイクルが不要なため、スタンバイ熱損失が最小限に抑えられます。
- 環境に優しい 従来の化石燃料の燃焼は不要であり、環境を保護するのに役立つクリーンで汚染のないプロセスをもたらします。
誘導加熱とは何ですか?
誘導加熱 は、誘導コイル(インダクター)によって生成される交番磁界からエネルギーを吸収する物体の非接触加熱法です。
エネルギー吸収にはXNUMXつのメカニズムがあります。
- 体内の電気抵抗により加熱を引き起こす、体内での閉ループ(渦)電流の生成
- 外部磁場の方向に従って回転する磁性マイクロボリューム(ドメイン)の摩擦によるヒステリシス加熱(磁性材料のみ!)
誘導加熱の原理
一連の現象:
- 誘導加熱電源 誘導コイルに電流(I1)を供給します
- コイル電流(アンペアターン)は磁場を生成します。 磁場の線は常に閉じており(自然の法則!)、各線は電流源の周りを回っています–コイルターンとワークピース
- 部品の断面(部品に結合されている)を流れる交流磁場は、部品に電圧を誘導します
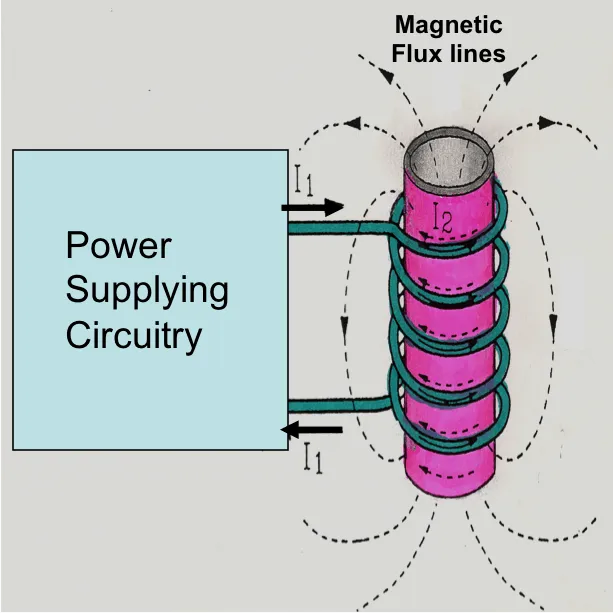
- 誘導電圧は、可能な場合はコイル電流と反対の方向に流れる部分に渦電流(I2)を生成します
- 渦電流は部品内で熱を発生します
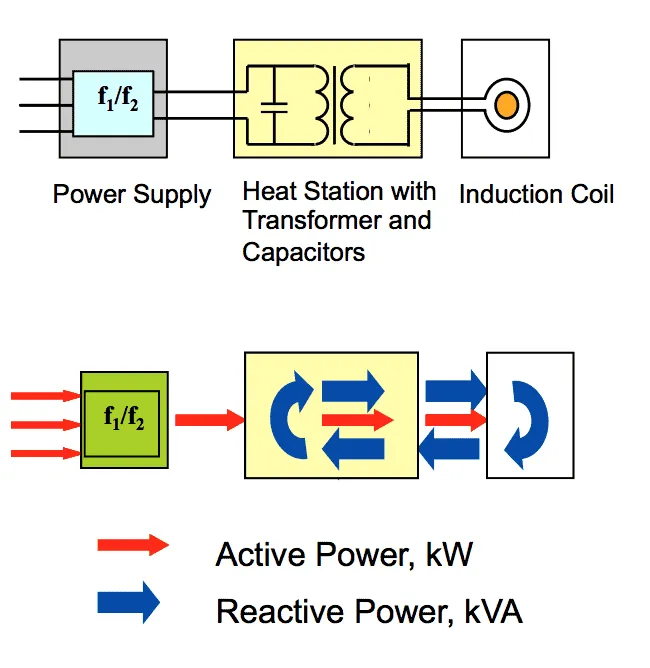
誘導加熱設備のパワーフロー
交流電流は、各周波数サイクル中に1回方向を変えます。 周波数が2000kHzの場合、電流はXNUMX秒間にXNUMX回方向を変えます。
電流と電圧の積は、電源とコイルの間で振動する瞬時電力(p = ixu)の値を示します。 電力はコイルによって部分的に吸収され(有効電力)、部分的に反射されている(無効電力)と言えます。 コンデンサーバッテリーは、発電機を無効電力からアンロードするために使用されます。 コンデンサはコイルから無効電力を受け取り、それを発振をサポートするコイルに送り返します。
回路「コイルトランスコンデンサ」は、共振回路またはタンク回路と呼ばれます。