



IGBT誘導加熱器を備えたスピーカーリングの誘導はんだ付け銅タップ
目的はんだがリフローするまで銅タブを加熱します。
材質銅タブ0.25X0.25インチの正方形約0.05インチの厚さ。 鉛フリーはんだ材(通常のはんだよりも溶融温度が高い)。
500秒間1.25°F
周波数286 kHz
機器DW-UHF-4.5kW、150-400 kHzの固体誘導加熱システムで、1.2μFのコンデンサーXNUMXつと特別に設計された作業コイルを含むリモートヒートステーションを備えています。
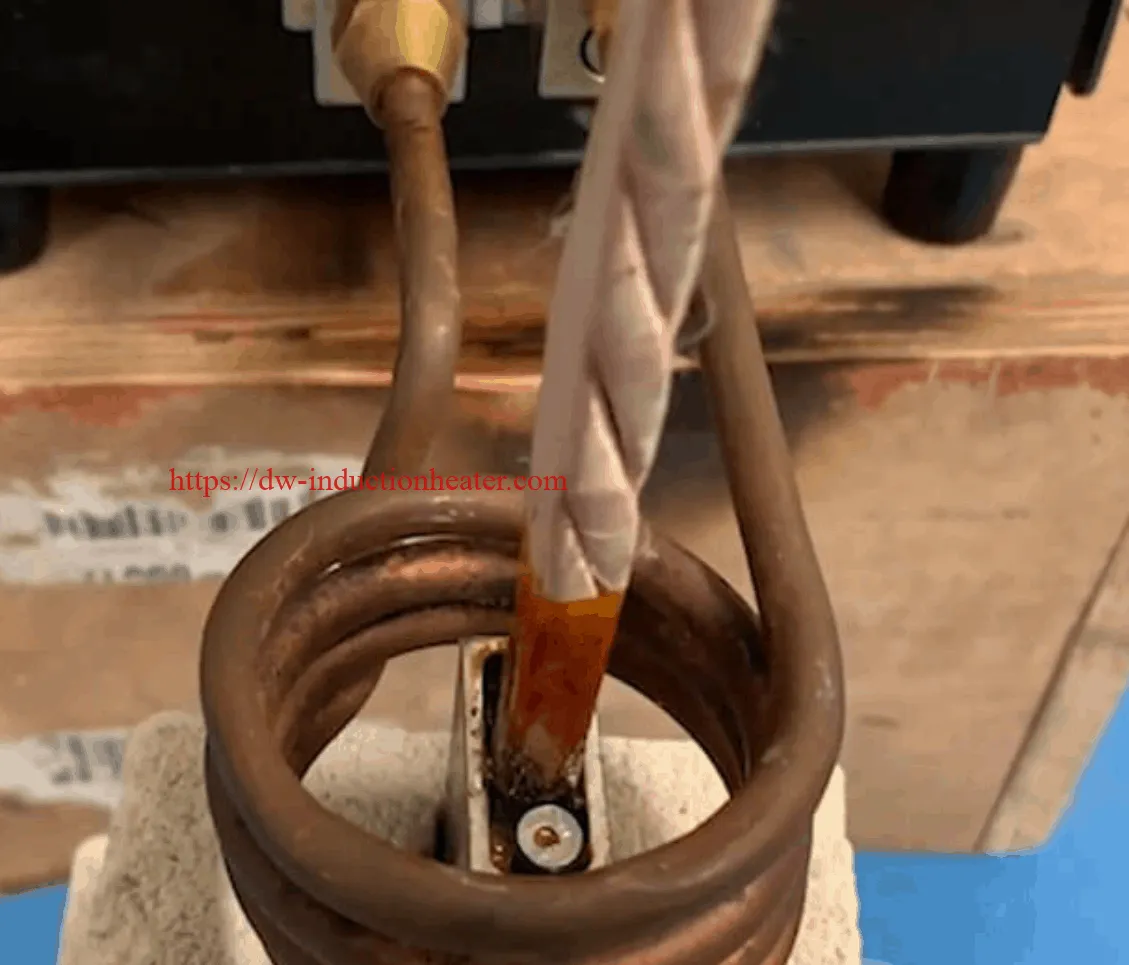
直径3/16インチのチューブで作られた内径約1/16インチのマルチターンヘリカルコイル。
プロセスはんだワイヤーは、自動ワイヤーフィーダーを使用してスピーカータブ領域に供給されます。 次に、それを加熱してはんだをリフローします。
結果/利点効率的なコイル設計により、誘導加熱は非常に短時間で目的のリフロー温度に簡単に到達します。
