DevOps Tools Engineer試験のObjective
高周波誘導真ちゅうパイプと真ちゅう部品と真ちゅうの先端に、真ちゅう製のパイプをXNUMX分以内で誘導します。


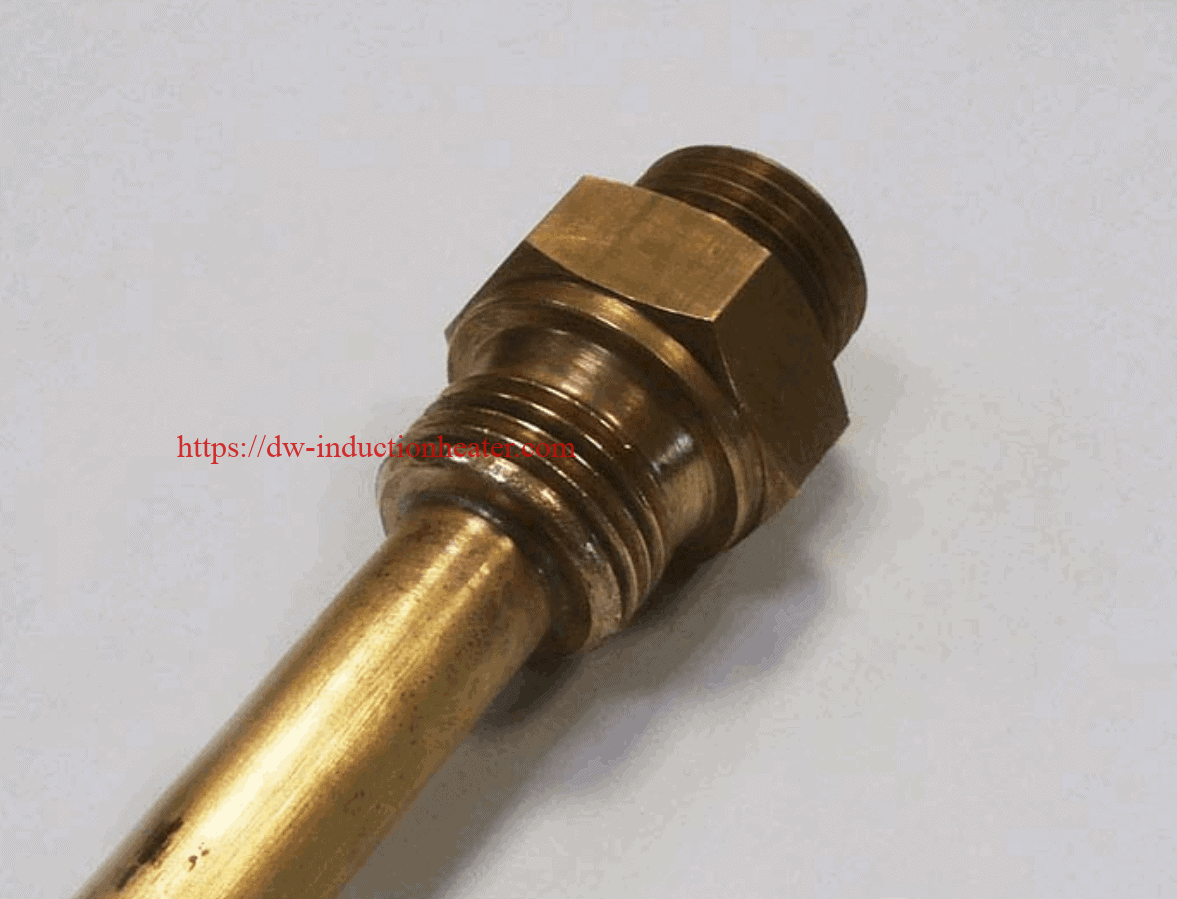
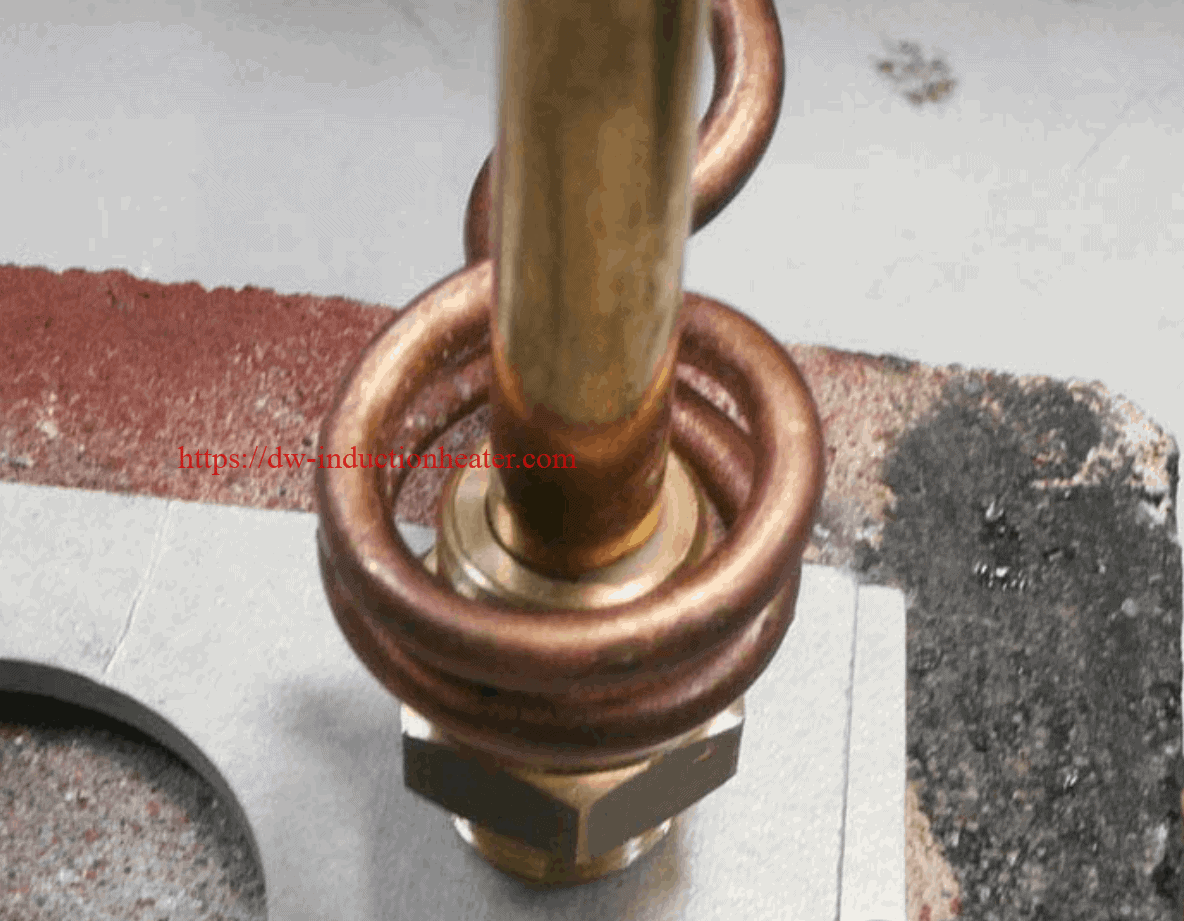
テスト1 –パイプを幅広の部分に:
主要なパラメータ
電力:4.4 kW
温度:約1400°F(760°C)
時間:38秒
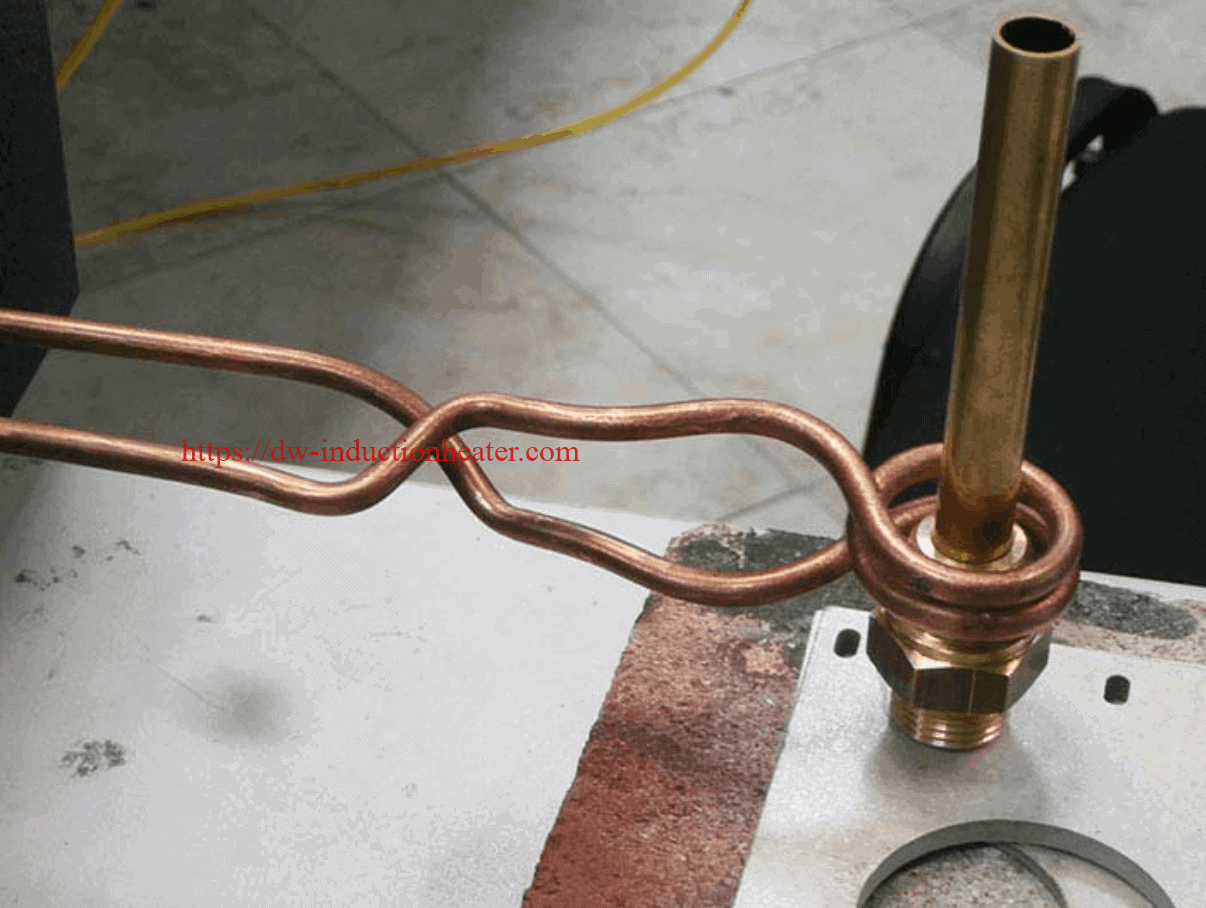
テスト2 –パイプからチップへ:
主要なパラメータ
電力:4.4 kW
温度:約1400°F(760°C)
時間:17秒
プロセス:
テスト1
- 幅広の部品と真ちゅう製のパイプが組み立てられ、それらの間にろう付け用の合金リングが配置されます。
- アセンブリは誘導加熱コイルの内側に置かれ、誘導熱が加えられます。
- ジョイントは38秒で完了します。
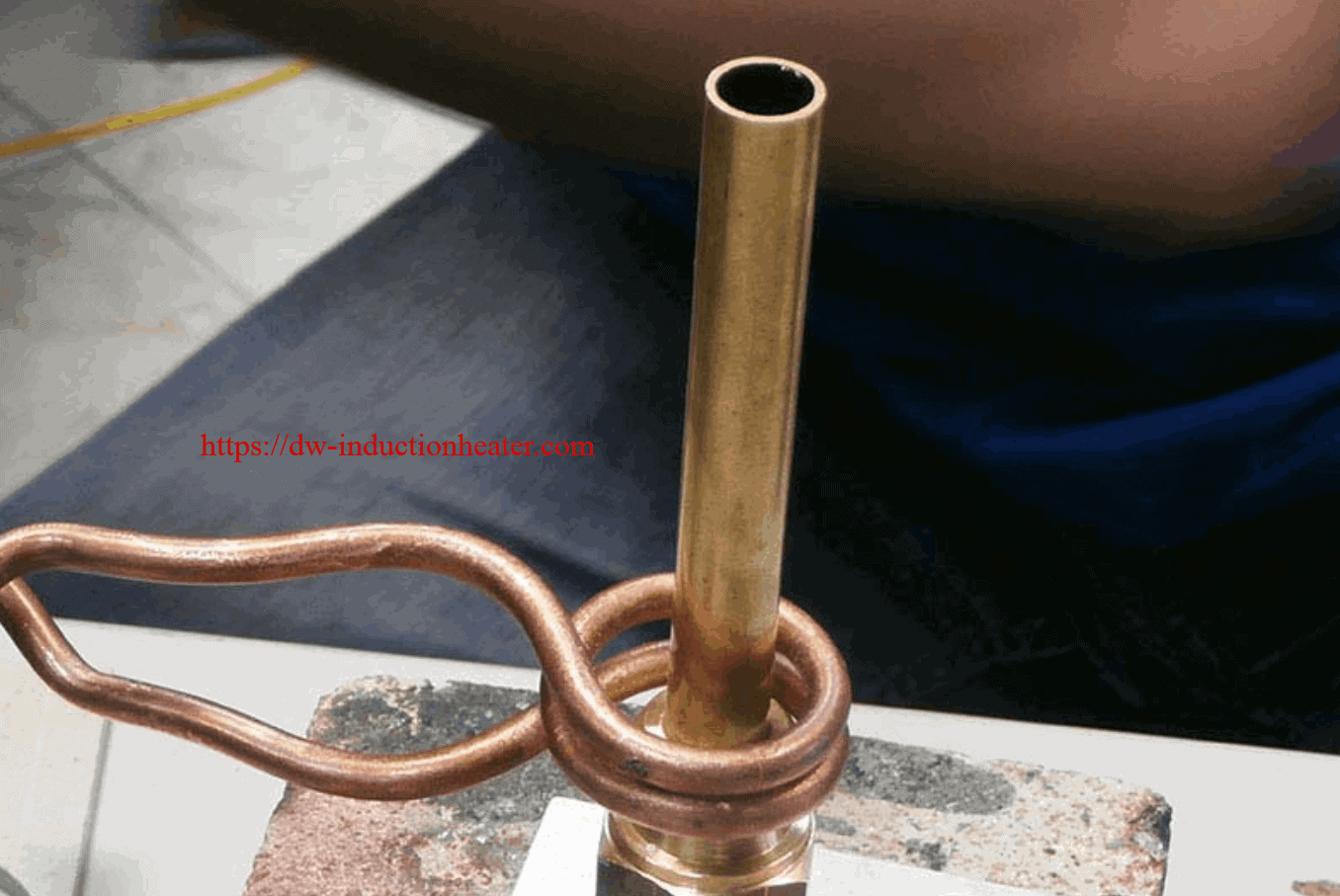
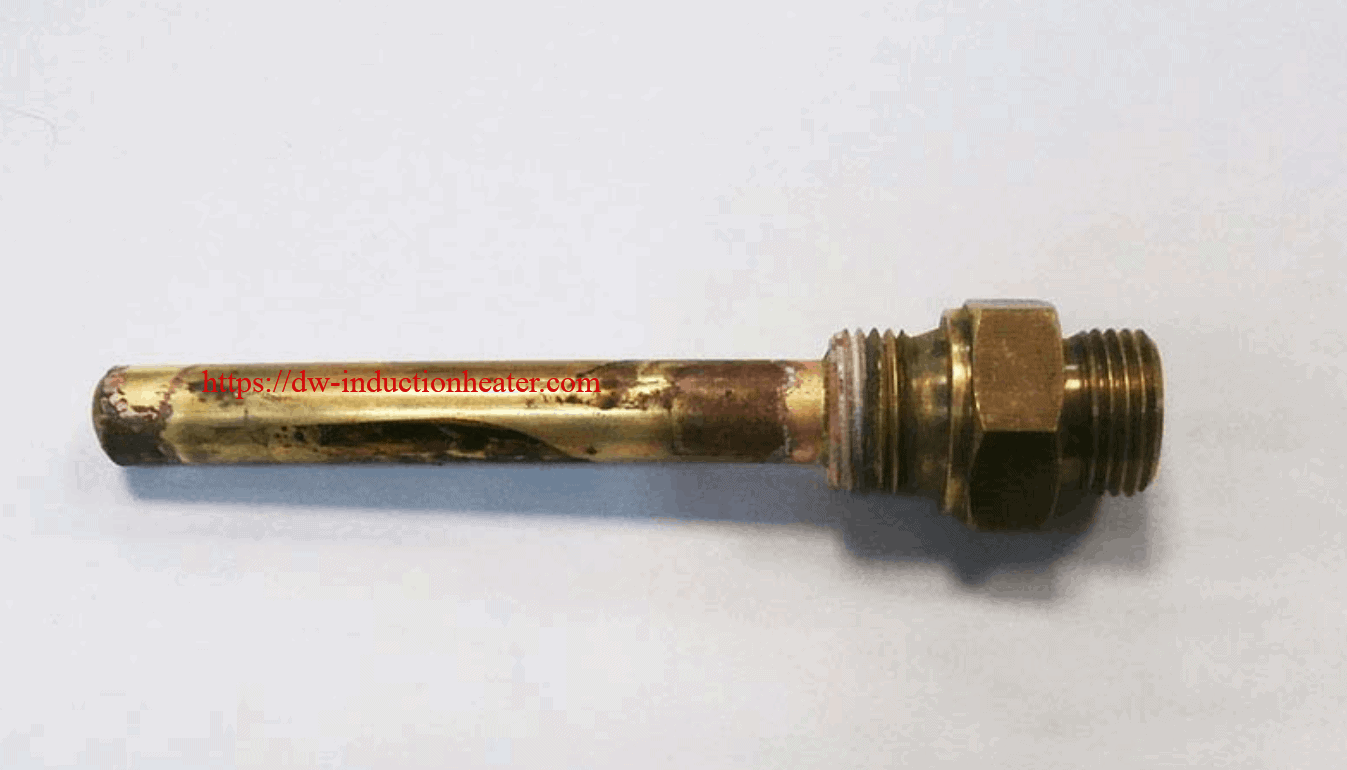
テスト2
- チップとパイプが組み立てられ、ろう付け合金リングがそれらの間に配置されます。
- アセンブリをコイルの中に入れ、誘導熱を加えます。
- ジョイントは17秒で完了します。
結果/メリット
誘導加熱 提供:
- 強い耐久性のあるジョイント
- 選択的で正確なヒートゾーン。溶接よりも部品の歪みや接合部の応力が少なくなります。
- 酸化が少ない
- より速い加熱サイクル
- バッチ処理を必要としない、より一貫した結果と大量生産への適合性
- フレームろう付けよりも安全なプロセス