
誘導鋼線焼戻し
説明
誘導鋼線焼戻し手順アプリケーション
高周波焼戻しとは何ですか?
高周波焼入れ は、すでに硬化したワークピースの靭性や延性などの機械的特性を最適化する加熱プロセスです。
誘導鋼線焼戻し
私たちは、高品質、迅速な納期、優れた顧客サービス、および競争力のある価格設定を保証します。
HLQ は、中国で誘導焼き戻しを含むさまざまな熱処理サービスを提供する誘導加熱処理業界のリーダーです。 誘導焼戻しは、通常、高周波焼入れプロセスが完了した後に実行される熱処理プロセスです。 これは、高周波焼入れプロセスよりも低い温度で実行され、目的の硬度範囲に到達したり、延性を高めて部品に靭性を追加したりします。 鋼の高周波焼入れは通常、低周波数で行われ、通常数時間かかる炉焼戻しアプリケーションと同様の結果を数秒で生成します。
目的:
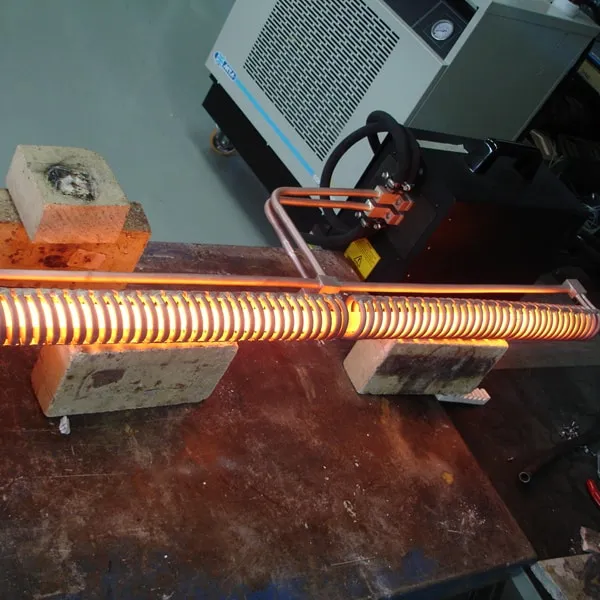
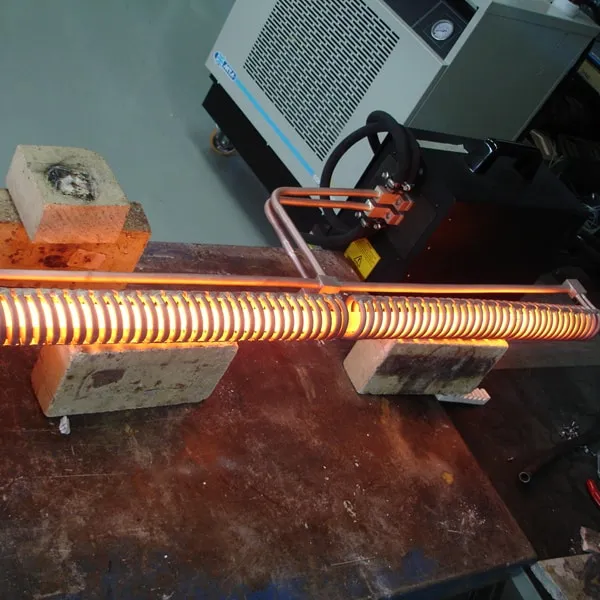
誘導加熱は、ワイヤーストックが生産速度で誘導コイルを介して供給される連続焼戻しプロセスに適用できます。
材料: 鋼線直径3mmから12mm
温度: 1922°F(1050°C)
対応周波数: 90kHz
誘導加熱装置: DW-UHF-60 kW、100 kHz 誘導加熱システム、合計1.0μFの2つのXNUMXμFコンデンサを含むリモートワークヘッドを装備
–ワイヤーの範囲をカバーするために、このアプリケーション用に特別に設計および開発されたXNUMXつの誘導加熱コイル
直径。
 誘導焼戻しプロセス:
誘導焼戻しプロセス:

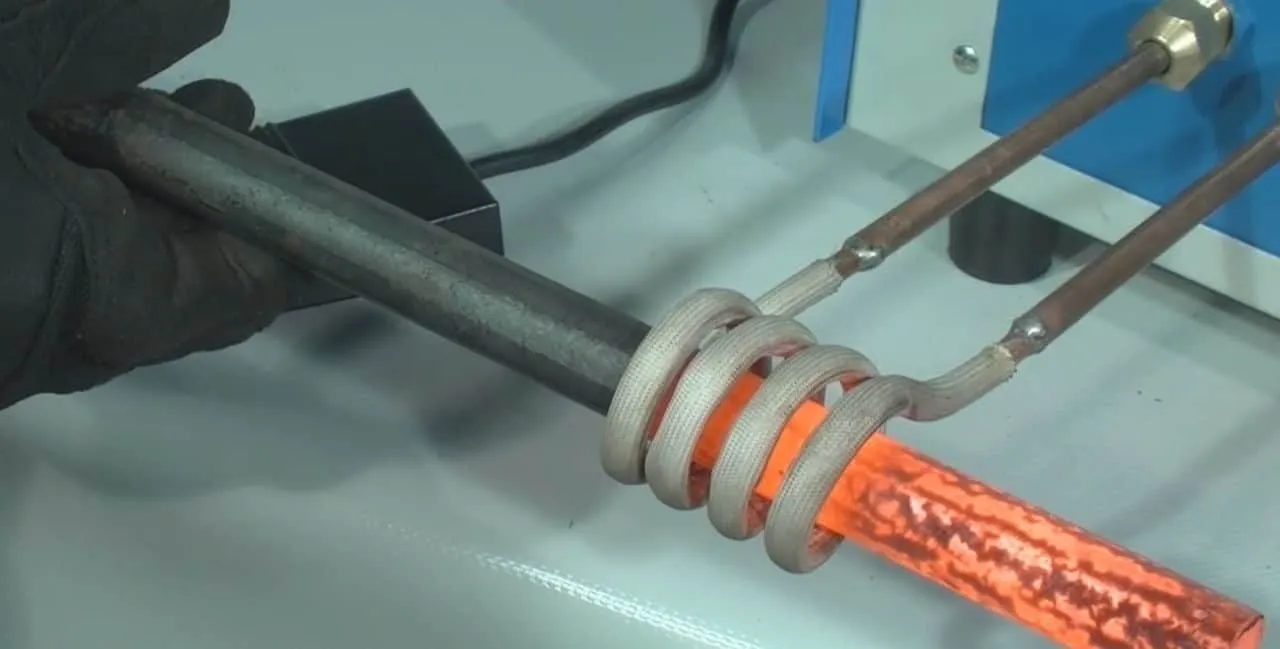
ワイヤーストックは、6回転のらせんコイルを介して20メートル/分の速度で供給され、焼き戻しプロセスを実行するために必要な温度に達します。 最大の線径には、同様のXNUMXターンのらせんコイルが使用されます。
物語のプロセス:
より小さな直径のワイヤーへの期待外れの熱伝達を伴うガス燃焼炉への6つのストックフィードラインのメンテナンスが必要でした。 誘導は50%少ないエネルギーを必要とし、生産ラインのフットプリントを90%削減します
結果/メリット 誘導加熱 提供:
–ワイヤーに直接加熱し、エネルギーと時間を節約します
–生産ラインへの容易な統合、スループットの向上
–熱の正確な制御
–ワイヤー内の熱の均一な分布
それはどこで使用されていますか?
高周波焼入れは、シャフト、バー、ジョイントなどの表面硬化部品を焼戻しするために自動車産業で広く採用されています。 このプロセスは、チューブおよびパイプ業界でも、硬化したワークピースを焼き戻しするために使用されます。 高周波焼入れは、硬化ステーションで実行される場合もあれば、XNUMXつまたは複数の個別の焼戻しステーションで実行される場合もあります。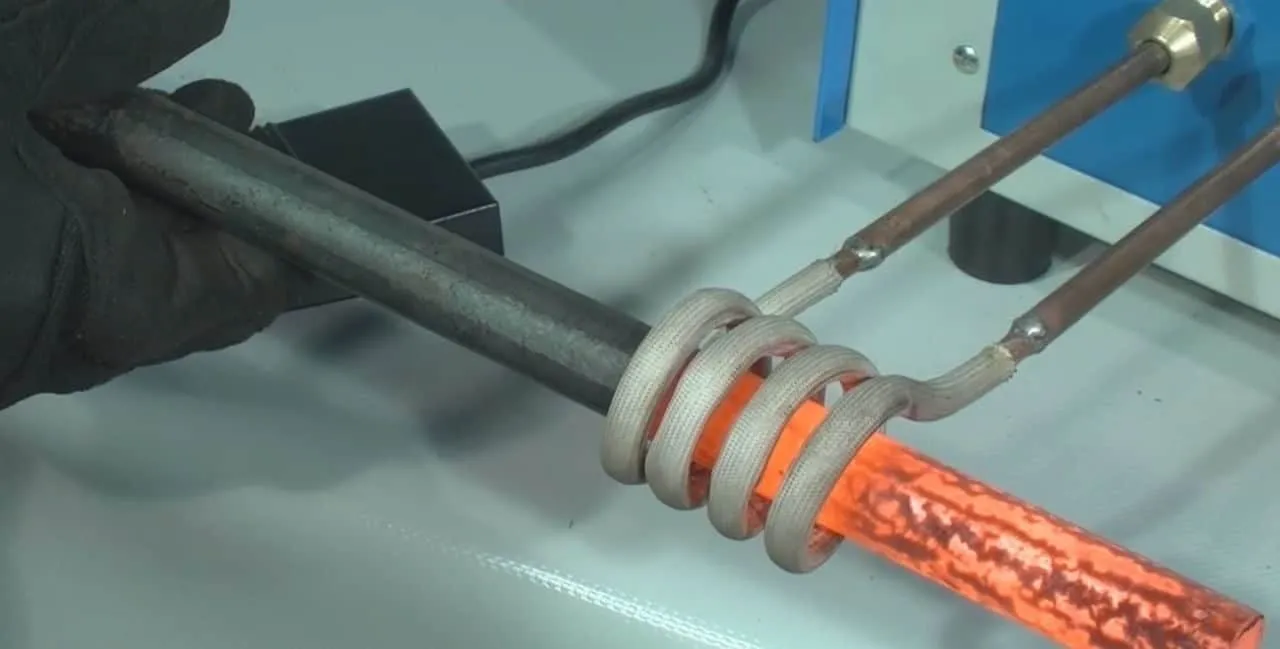
なぜ誘導焼戻しを使用するのですか?
当社の高周波焼入れプロセスは、結果を迅速に生成します。 硬化鋼の焼戻しは、時間と温度の両方の関数です。 高周波焼入れは、より短い加熱時間(通常は数秒)とより高い温度を使用して、多くの場合数時間かかる炉焼戻し処理と同等の結果を生成します。 高周波焼戻しは、すべての硬化部品に対して実行できます。 その結果、靭性、延性、および衝撃強度が向上したコンポーネントが得られます。
メリットは何ですか?
の主な利点 高周波焼戻し スピードです。 誘導により、ワークピースを数分、場合によっては数秒で焼き戻します。 炉の焼き戻しには通常数時間かかります。 また、高周波焼入れはインライン統合に最適であるため、プロセス内のコンポーネントの数を最小限に抑えます。 高周波焼入れは、個々のワークピースの品質管理を容易にします。 統合された誘導テンパーステーションは、貴重な床面積も節約します。