高周波焼入れは刃の歯を見た
説明
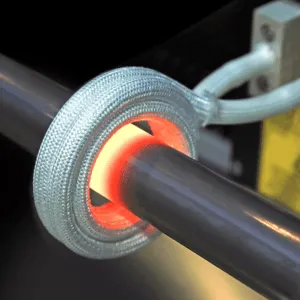
高周波焼入れ鋸歯 ブレードの
「高速工具鋼」で構成された鋼鋸刃の歯を高周波焼入れする方法。これは、高周波誘導電流を刃の歯に通して、歯のすべての粒子が表面とその内部は、ブレードの他の部分を同様に加熱することなく、約2375インチFの臨界温度に加熱され、誘導電流の周波数および大きさを制御して、歯の実質的にすべての炭化物が溶解する状態にある。鋼が臨界温度に達するとすぐにオーステナイトマトリックスが実質的に臨界温度よりも実質的に低い温度に歯を冷却してから、実質的な結晶粒成長が起こる。 ブレード全体を硬化させるか、単に誘導面で歯を硬化させる代わりに。

高周波焼入れは、硬化用途のブレードの歯を見ました。 目的は加熱時間を短縮することです
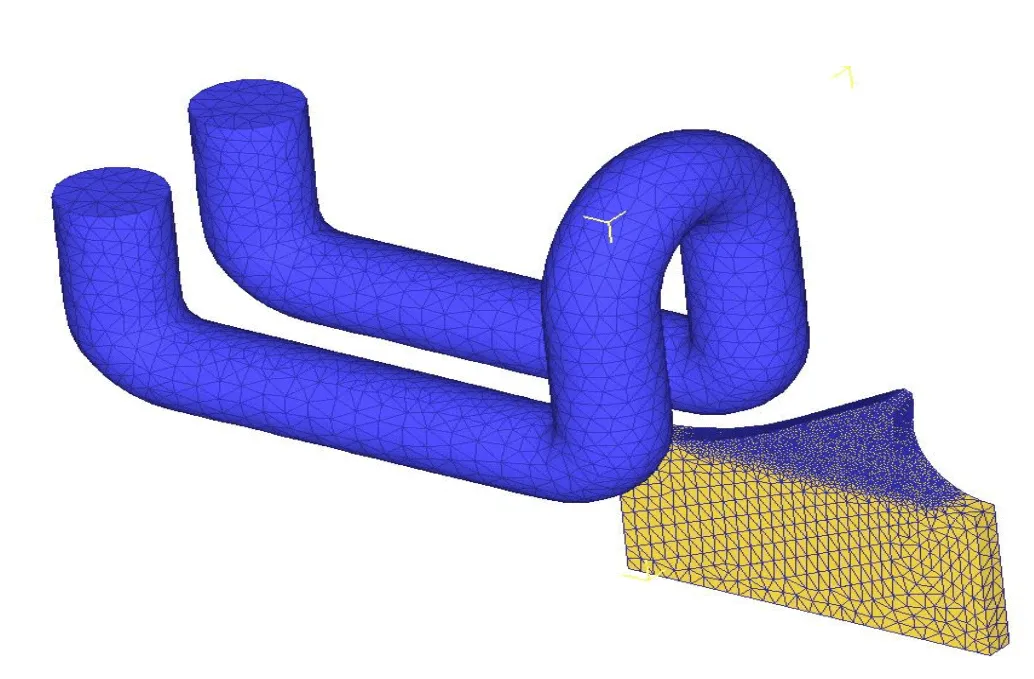
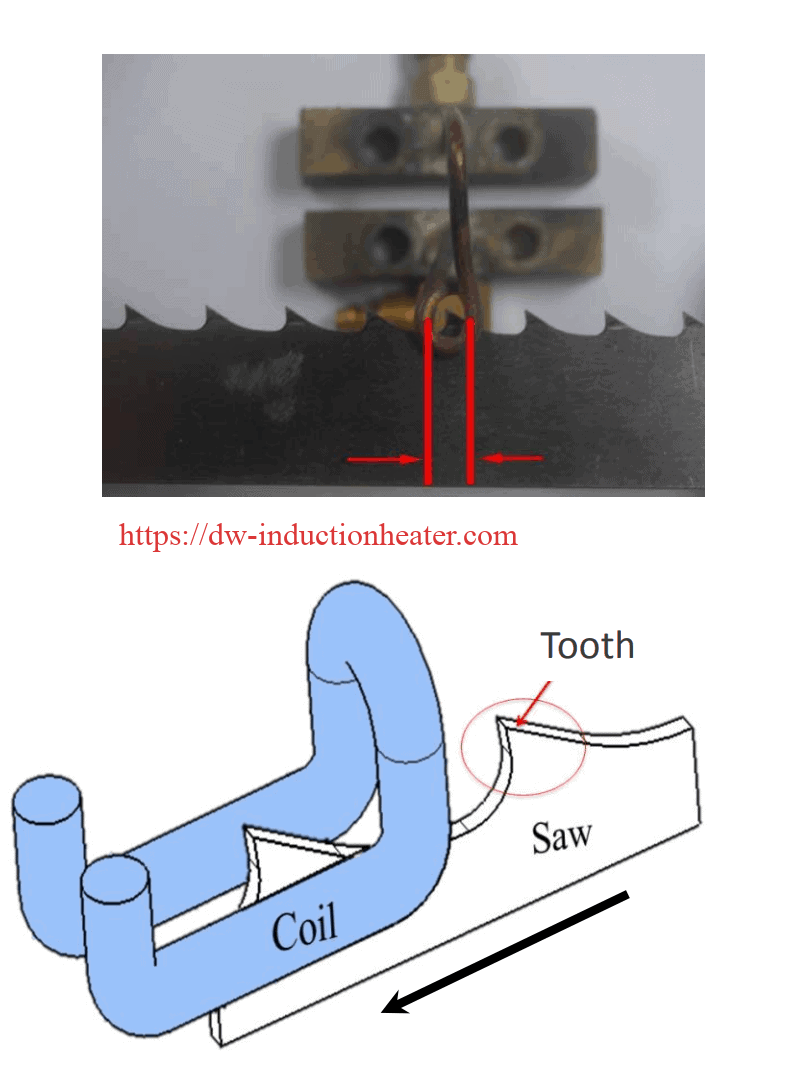
材質:鋸刃の断面
温度:1650°F(899°C)
周波数:134 kHz
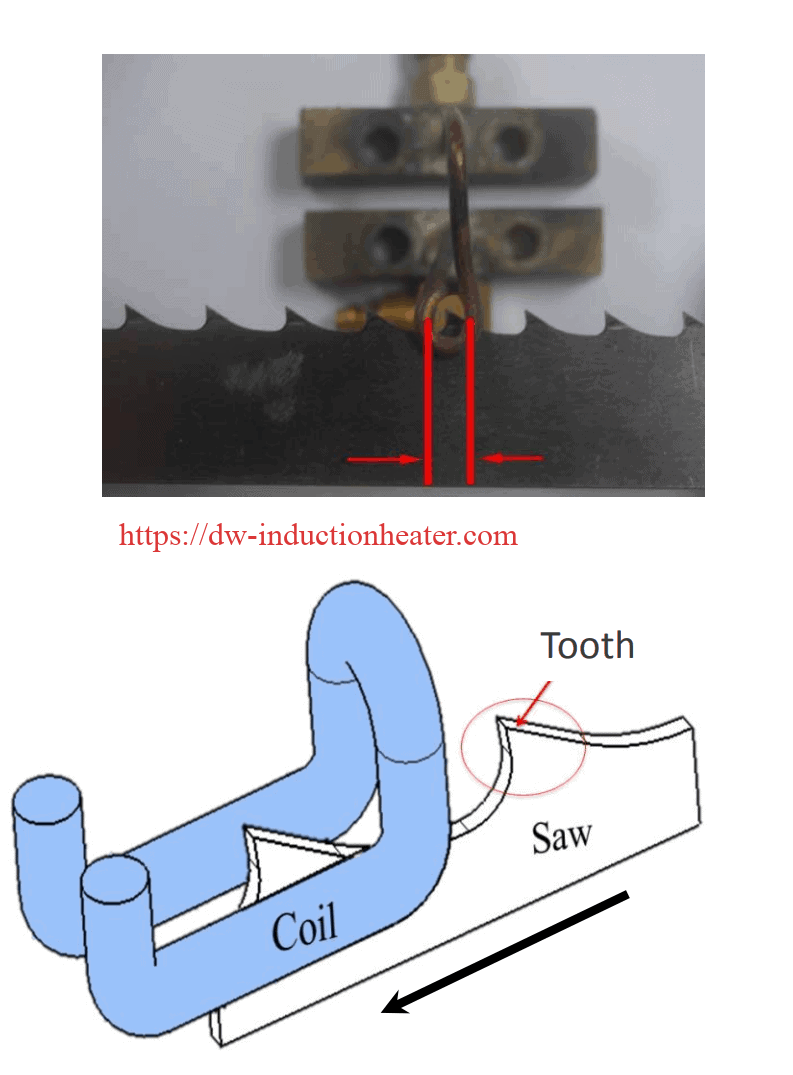
機器:DW-UHF-30kW 50-150 kHz 誘導加熱システム このアプリケーション用に特別に設計および開発された、1.0つのXNUMXμFコンデンサを含むリモートワークヘッドを装備。マルチポジションXNUMXターンヘリカル誘導加熱コイル

誘導加熱コイルは、歯の外縁の谷に熱が集中しないように開発されました。 部品をコイルの下に約1/8インチ(3.2 mm)離して配置し、電源をオンにしました。 30 kWDW-UHFを使用 誘導加熱電源 部品は、XNUMX本あたりXNUMX本の歯の目標速度内の温度に加熱されます
XNUMX秒。
結果/メリット
速度:顧客はすでに誘導を使用していましたが、より高い電力システムにアップグレードして増加させたいと考えていました
それらの生産率(HLQからの誘導を最初に使用する前は、クライアントはトーチを使用していました。)
精度と再現性:トーチは誘導ほど正確ではなく、再現性もありませんが、誘導は
再現性の高い実装
効率:高周波焼入れはトーチよりも少ないエネルギーを使用し、瞬時のオン/オフ加熱を提供します