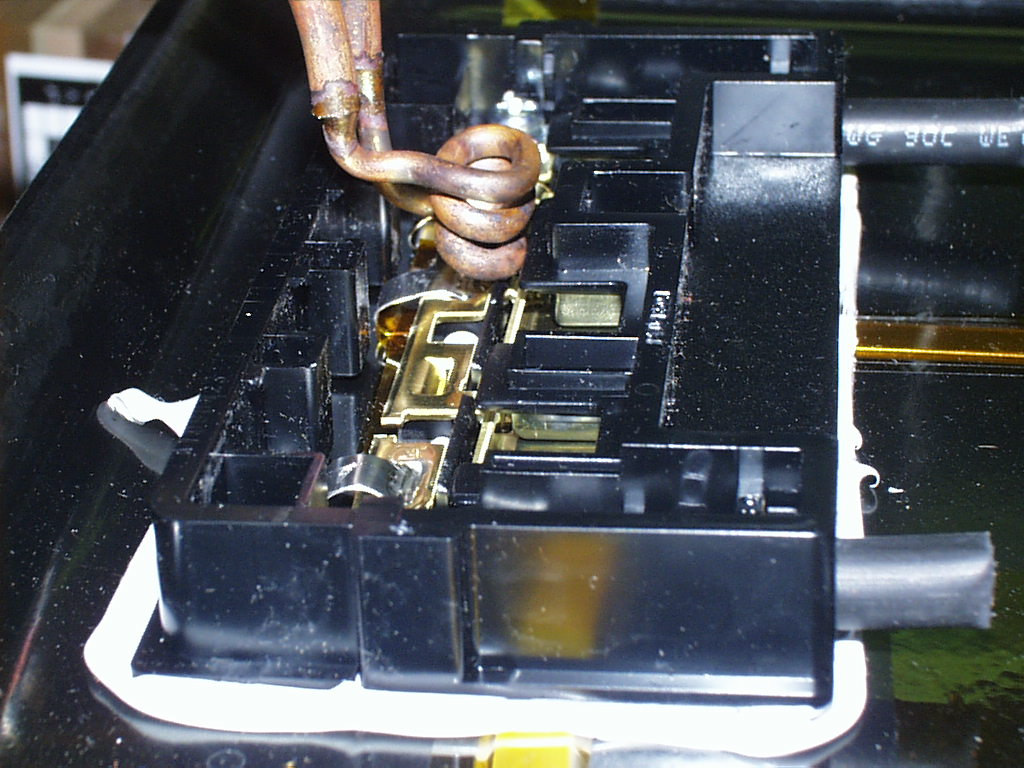
IGBTの誘導加熱装置が付いている太陽電池パネルの誘導はんだ付けする真鍮のコネクター
目的ジャンクションボックス内のコンポーネントに影響を与えることなく、ソーラーパネルジャンクションボックス内で一度にXNUMXつの真ちゅう製コネクタをはんだ付けします
ソーラーパネルジャンクションボックス、真鍮製コネクタ、はんだワイヤ
温度700°F(371°C)
周波数344 kHz
機器•DW-UHF-6kW誘導加熱システム。1.0μFのコンデンサをXNUMXつ含むリモートワークヘッドを備えています。
•このアプリケーション用に特別に設計および開発された誘導加熱コイル。
プロセス5ターンの楕円形のらせんコイルを使用してコネクタを加熱します。 はんだワイヤーを接合部に配置し、各接合部を別々に15秒間加熱して、コネクタをはんだ付けします。 XNUMXつのジョイントの合計処理時間はXNUMX秒です。
結果/利点誘導加熱は以下を提供します。
•ピンポイントの精度により、ジョイントにのみ加熱が行われます。 周囲のコンポーネントには影響しません
•局所的な熱がきれいできれいな接合部を生み出します
•高品質で再現性のある結果を生み出す
•暖房の均等配分