誘導表面硬化鋼継手
説明
硬化用途向けの1600ºF(871ºC)までの誘導表面硬化鋼継手
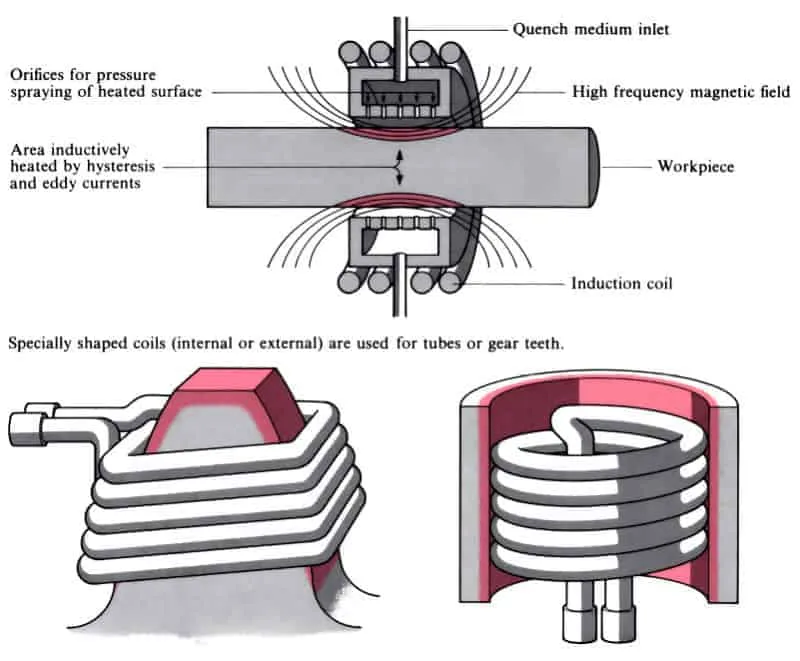
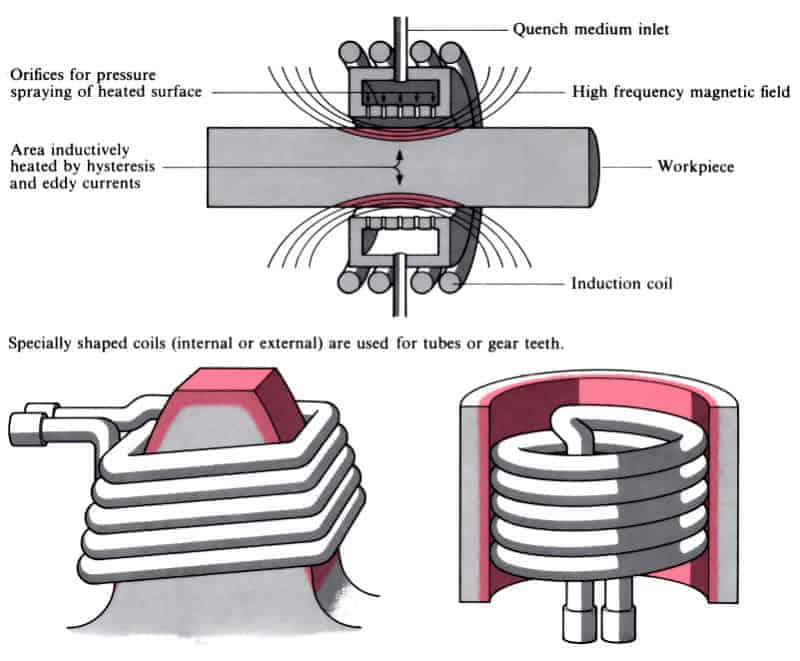
機械加工部品メーカー向けの誘導表面硬化鋼継手は、通常、誘導加熱によって実行されます。主な技術パラメータは、表面硬度、局所硬度、および有効硬化層の深さです。

材質:鋼製継手(直径0.75インチ/ 19mm)
温度:1600°F(871°C)
周波数:368 kHz
装置:
–DW-UHF-10kW誘導加熱システム 1.0つのXNUMXμFコンデンサを含むリモートヒートステーションを装備
-このアプリケーション用に特別に設計および開発されたXNUMXターンパンケーキヘリカル誘導加熱コイル
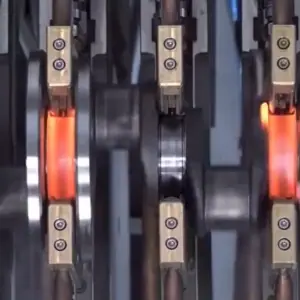
誘導加熱コイルの設計 部品を下から加熱コイルに持ち上げることができました。 また、お客様の現在の設定で適切に機能するように設計されています。 加熱パターンの均一性と加熱速度を評価するために、温度を示す塗料を使用して最初のテストが行われました。 良好な加熱パターンが達成され、サンプルは1.0、1.25、および1.5秒の時間間隔で処理されました。 加熱後、サンプルを水焼入れに落とし、硬化プロセスを終了した。

結果/メリット
速度:継手はXNUMX秒未満で加熱されました
効率:誘導は、競合する加熱方法よりも少ないエネルギーを使用します
フットプリント/デザイン: 誘導加熱 適度な床面積を取りながら実装でき、さらにコイル設計はお客様の運用上の配置に適合します