高周波焼鈍軸端
説明
高周波誘導加熱システムが付いている誘導アニーリングシャフトの端
目的機械加工の前に鋼製油圧モーターシャフトの端を焼きなましする
材質直径75インチ(19mm)の鋼棒、長さ6インチ(152.4mm)、端にキー溝付き
温度1350°F(732°C)
周波数300kHz
機器•DW-UHF-10kW誘導加熱システム、1.0μFコンデンサをXNUMXつ含むリモートワークヘッドを装備
•このアプリケーション用に特別に設計および開発された誘導加熱コイル。
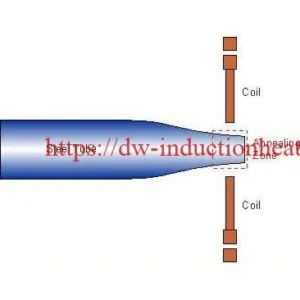
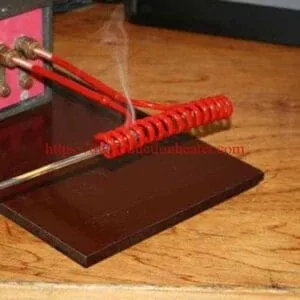
プロセスモーターシャフトを焼鈍するために3ターンヘリカルコイルが使用されます。
モーターシャフトの端をコイルに配置し、20秒間電力を供給して、1350ºF(732ºC)に到達し、鋼を赤く熱くします。
結果/利点誘導加熱は以下を提供します。
•高効率、低エネルギーコスト
•必要な領域のみをアニーリングするための正確で制御可能な熱の配置
•より速い生産プロセス
•一貫した結果