誘導を伴うろう付け銅管
説明
DevOps Tools Engineer試験のObjective
デモ 誘導ろう付け銅管 DW-UHF-10kWシステムと利用可能なスプリットラボコイルを使用したろう付け時間

詳細
DW-UHF-10KW誘導加熱ろう付け機
材料
•銅管–吸引チューブ
•ろう付けペースト
主要なパラメータ
電力:10 kW
温度:約1500°F(815°C)
時間:5〜5.2秒

プロセス:
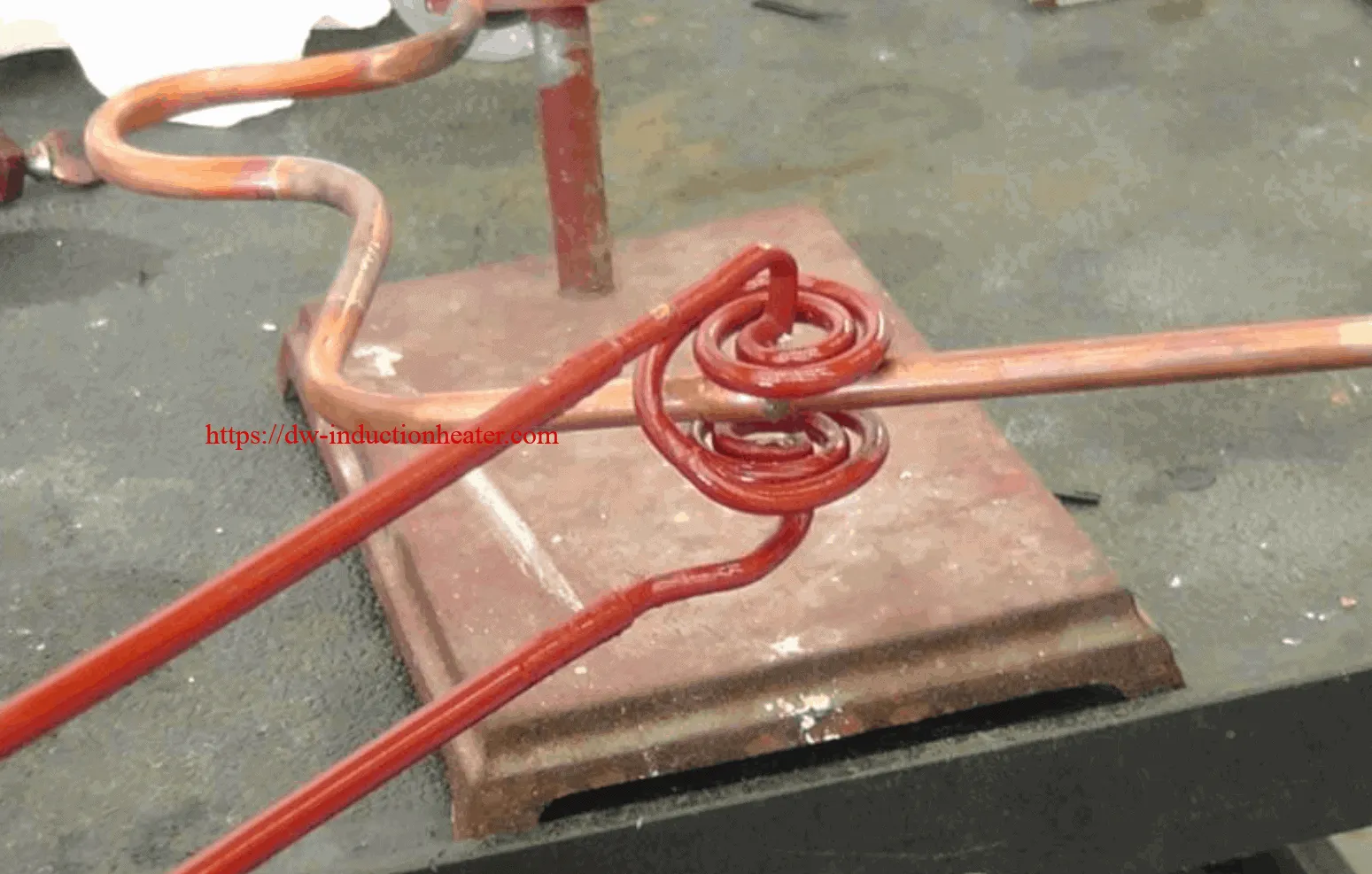
テスト用に5つのアセンブリのみが提供されたため、16つのチューブが形成された開いたフランジの端で他のチューブを受け入れるなど、厚肉の505/5インチ銅管セットアップを使用してテスト荷重をセットアップしました。 加熱時間は、テンピラックペイントを使用して温度を示すことに基づいて推定されました。 テストアセンブリ(続いて提供されるコンポーネント)は、5.2合金のろう付けペーストのコーティングで組み立てられ、添付の写真に従ってラボテストコイルに配置されました)熱サイクルXNUMX〜XNUMX秒で合金が流れ、ジョイントが作成されました。

結果/メリット
- 示されているように、DW-UHFモデル 誘導ろう付けシステム 最大および最小のチューブ間セクションの両方を加熱して、ろう付けされた接合部を完成させることができます。 利用可能なテストコイルを使用した加熱時間は、エレクトロラックスが要求する生産熱時間の予想内です。
- HLQは、レイアウト写真に示されている12のジョイントすべてに対応できる最終的なコイル設計を開発するために、レビューのために完全なアセンブリを必要とします。 鋼製ハウジングが装荷コイルで発生するRF電界の影響を受けないようにするには、ろう付けするチューブ接続と鋼製コンプレッサーセクションの間のクリアランスを把握して確認する必要があります。 この最終設計では、RFフィールドをスチールハウジングではなく銅リードに集中させるのに役立つフェライト材料をコイルに追加する必要がある場合があります。
- 初期テストは、利用可能なラボコイルを使用してDW-UHF-10kWで完了しました。 生産コイルは非導電性のハウジングに含まれ、オペレーターがそれを使用して銅のリードに対してコイルを配置し、ろう付けプロセスの正確で確実な加熱位置を確保できるようにします。 生産コイルの設計では、テストコイルよりも短いリード線が組み込まれ、熱サイクルが改善されるように構成されます(加熱時間が短くなります)。