誘導加熱システムを備えたろう付け鋼自動車部品
誘導加熱用の自動車部品の使用
自動車産業では、組み立てに熱を必要とするさまざまな部品が使用されています。 ろう付け、はんだ付け、硬化、焼き戻し、焼きばめなどのプロセスは、自動車業界でよく考えられています。 これらの加熱プロセスは、 誘導加熱 技術。
 誘導加熱技術 自動車産業に多くの利点を提供できます。 何よりもまず、時間と温度に対する信じられないほど正確で一貫した制御です。 これは、プロセスがまったく同じ方法で実行され、何度も同じ結果が得られることを意味します。 これにより、不良部品の数が減少し、廃棄物が減少します。 また、誘導加熱は燃焼を一切伴わないため、非常にクリーンです。 これにより、特別な換気が不要になり、裸火や圧縮ガスボンベなどの主要な危険が作業場から取り除かれます。 これにより、プラントのレイアウトの選択肢が広がるという追加の利点があります。これは、熱を伴う特定の手順で、施設の一部を移動したり、施設の別の場所に移動したりする必要がなくなるためです。 プラント レイアウトの柔軟性は、設置面積が小さいという誘導技術のもう XNUMX つの利点によって促進されます。 誘導システムは、多くの場合、フレーム、炉、赤外線、または抵抗ヒーターなどの他のオプションよりもスペースを取りません。
誘導加熱技術 自動車産業に多くの利点を提供できます。 何よりもまず、時間と温度に対する信じられないほど正確で一貫した制御です。 これは、プロセスがまったく同じ方法で実行され、何度も同じ結果が得られることを意味します。 これにより、不良部品の数が減少し、廃棄物が減少します。 また、誘導加熱は燃焼を一切伴わないため、非常にクリーンです。 これにより、特別な換気が不要になり、裸火や圧縮ガスボンベなどの主要な危険が作業場から取り除かれます。 これにより、プラントのレイアウトの選択肢が広がるという追加の利点があります。これは、熱を伴う特定の手順で、施設の一部を移動したり、施設の別の場所に移動したりする必要がなくなるためです。 プラント レイアウトの柔軟性は、設置面積が小さいという誘導技術のもう XNUMX つの利点によって促進されます。 誘導システムは、多くの場合、フレーム、炉、赤外線、または抵抗ヒーターなどの他のオプションよりもスペースを取りません。
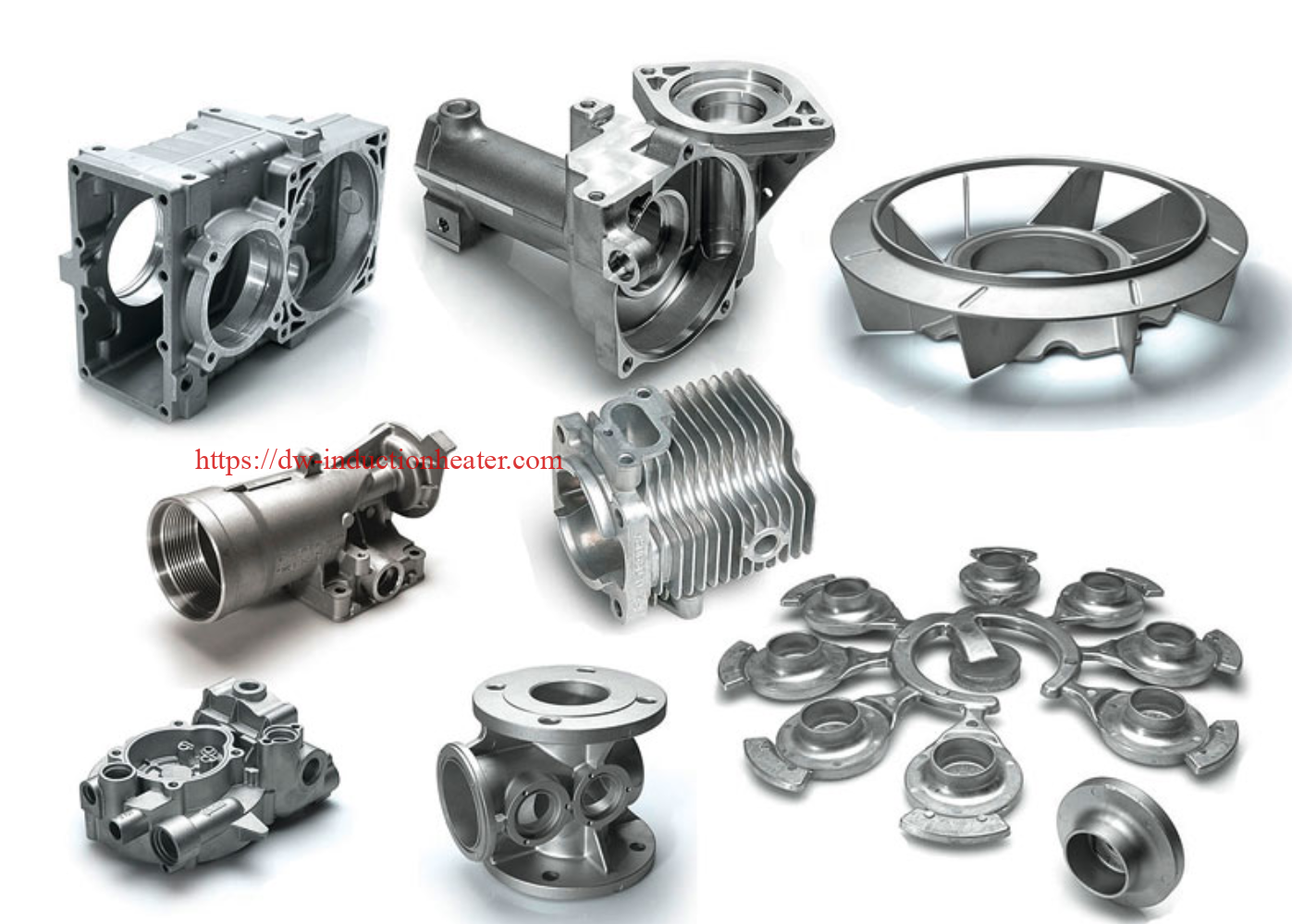
誘導設備で生産される自動車部品
HLQ Induction Equipment Co には、十分に確立された設計の歴史があります。 誘導加熱装置 組み立て用の部品を熱処理するために使用されます。
ベアリング
ブレーキ
ドライブトレイン
ギア
関節
Shafts
目的:

自動車産業向けの鉄鋼部品メーカーは、古い誘導装置のアップグレードに関心を持っています。 HLQ Company は、 誘導ろう付け テスト。
このアプリケーションの課題は、当社の誘導ヒーターとクライアントの 誘導加熱コイル.
産業: 自動車および輸送
装置:
ろう付け試験用に選んだ誘導加熱電源は DW-UHF-10kW 誘導加熱装置.
プロセス:
当社のエンジニアは、10 つの異なる部品に対して 1400 つのテストを実施しました。 各テストで、電源装置は 760kW の誘導加熱出力と XNUMX°F (XNUMX°C) の温度のセットアップで動作しました。
1回目のヒートサイクルタイムは40秒、2回目のヒートサイクルタイムは60秒であった。 両方とも、顧客のシングル ターン コイルで実行されました。 40回目のテストでは、お客様の60ターンコイルを使用し、処理時間は30秒でした。


このアプリケーションは、お客様から提供されたコイルで完了しました。 特別に設計された誘導コイルを使用すると、サイクル時間が短縮されます。
 利点:
利点:
新しい誘導加熱装置に投資することで、生産プロセスをさまざまなレベルで最適化できます。 主な目標の XNUMX つは、エネルギー コストを削減することです。これは、より効率的なテクノロジで達成できます。 誘導加熱のその他の利点には、再現性と生産性の向上、メンテナンス要件の軽減などがあります。
