

鋸刃の歯を高周波焼入れ
説明
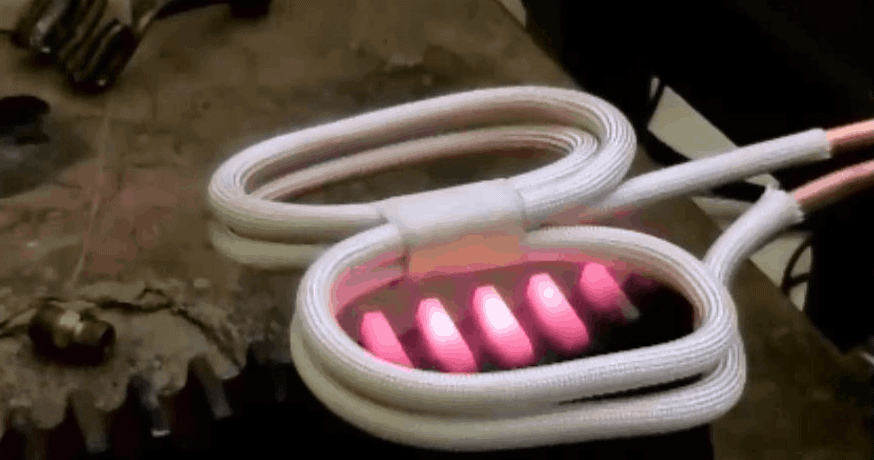
高周波焼入れ機による鋸刃の歯の高周波焼入れ
DevOps Tools Engineer試験のObjective
高周波焼入れ 硬化面に適用するための大きな鋸刃の歯。 目的は加熱時間を短縮することです
材質:鋸刃の断面
温度:1650°F(899°C)
周波数:134 kHz
設備:
–DW-UHF-40kW 50-150kHz 誘導加熱システム 1.0つのXNUMXμFコンデンサを含むリモートワークヘッドを装備

–このアプリケーション用に特別に設計および開発されたマルチポジションXNUMXターンヘリカル誘導加熱コイル
プロセス: 誘導加熱コイル 歯の外縁谷に熱が集中しないように開発されました。 部品をコイルの下に約1/8インチ(3.2 mm)離して配置し、電源をオンにしました。 40 kW DW-UHFシリーズの誘導加熱電源を使用すると、部品はXNUMX秒あたりXNUMX歯の目標速度内の温度に加熱されます。
 結果/メリット
結果/メリット
–速度:顧客はすでに誘導を使用していましたが、より高い電力システムにアップグレードして増加させたいと考えていました
それらの生産率(HLQからの誘導を最初に使用する前は、クライアントはトーチを使用していました。)
–精度と再現性:トーチは誘導ほど正確ではなく、再現性もありませんが、誘導は
再現性の高い実装
-効率: 誘導加熱 トーチよりも少ないエネルギーを使用し、瞬時のオン/オフ加熱を提供します



