
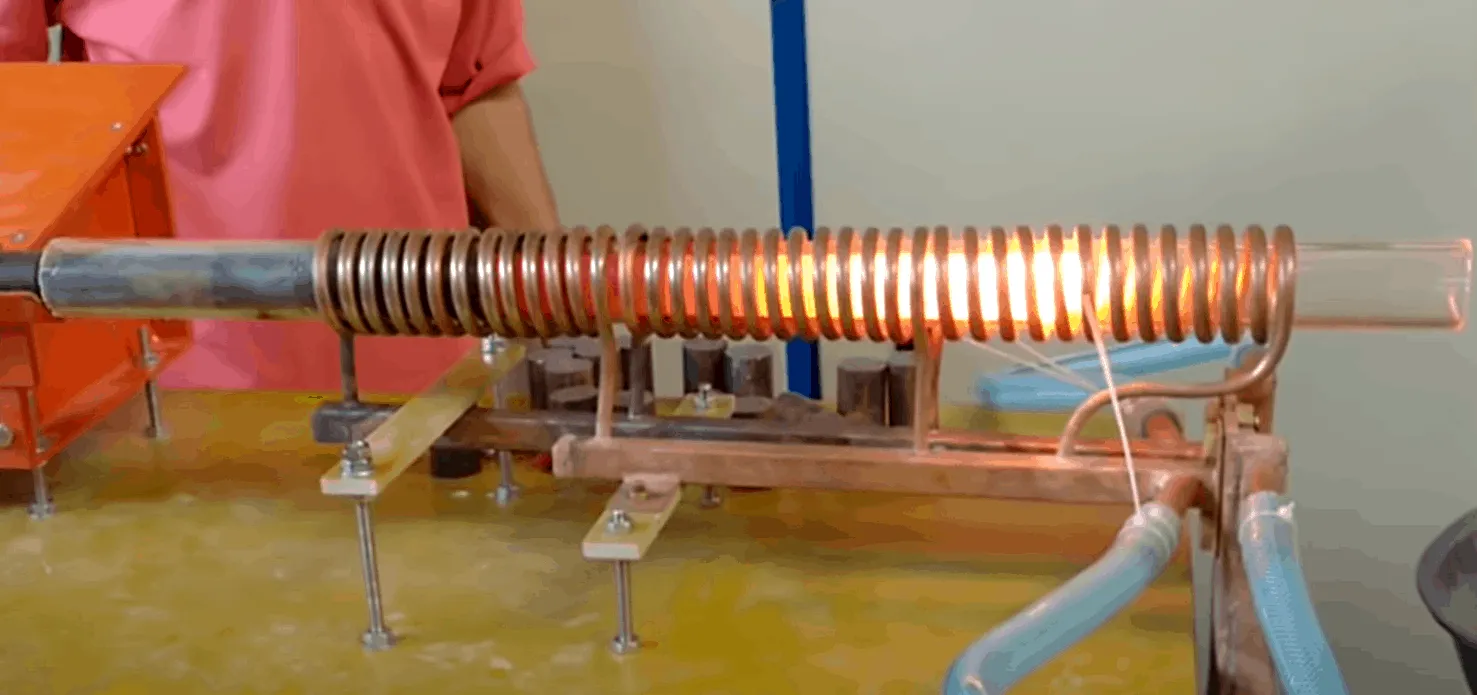
誘導予熱溶接鋼棒
説明
誘導予熱溶接鋼棒の用途
DevOps Tools Engineer試験のObjective 主要機器メーカーの溶接用途で鋼棒を500ºF(260ºC)に予熱する
材料: お客様が用意したスチールピン(さまざまな、平均2インチ/ 51mm)
温度: 500°F(260°C)
対応周波数: 100kHz
装置: DW-HF-45kW 50-150kHz誘導加熱システム。1.0つのXNUMXμFコンデンサを含むリモートヒートステーションを備えています。
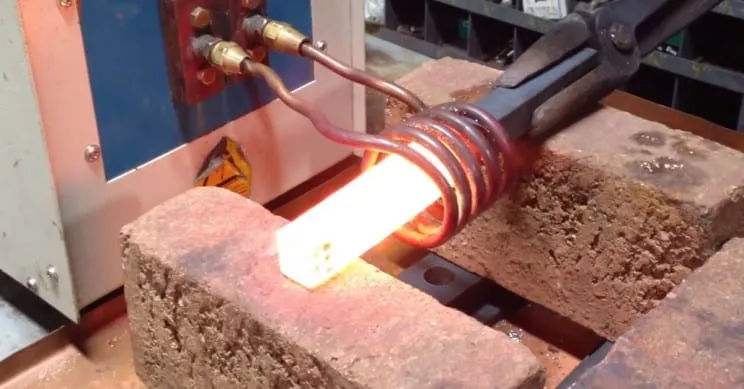
–マルチポジションXNUMXターン 誘導加熱コイル このアプリケーション用に特別に設計および開発された
誘導予熱プロセス: 鋼棒をコイルに入れ、火をつけた。 部品は600分以内に316ºF(30ºC)に達しました。 電源を切り、ロッドを500秒間監視して、外層が260ºF(XNUMXºC)を下回らないようにしました。

Application Labの経験とテストに基づくと、加熱時間が長いほど、必要な電力は少なくなります。
さらに、加熱時間が長いほど、外気温が500ºFを超えたままになる時間が長くなります。
それを踏まえると、電源に関しては、加熱時間が15分の45ポジションコイルを備えたXNUMXkWの誘導加熱器からXNUMXkWまで、追加の可能性があります。 誘導加熱システム XNUMXポジションコイルとXNUMX分の加熱時間で。
結果/メリット
正確な加熱:誘導により、より正確で再現性のある加熱が可能になるため、お客様は炎からの切り替えを検討しています。
–貫通:トーチと比較した場合、誘導はピンを貫通する優れた仕事をします。これは、
溶接のための予熱
–速度:誘導により高速加熱が可能になり、トーチ加熱と比較して生産量を増やすことができます
–部品の品質:トーチは部品をもろくする可能性があり、誘導が有利になります
- 作業環境: 誘導予熱溶接 炎よりも職場に導入される熱が少ない、より安全な暖房方法です



