誘導加熱による焼きばめ部品除去アプリケーション
DevOps Tools Engineer試験のObjective
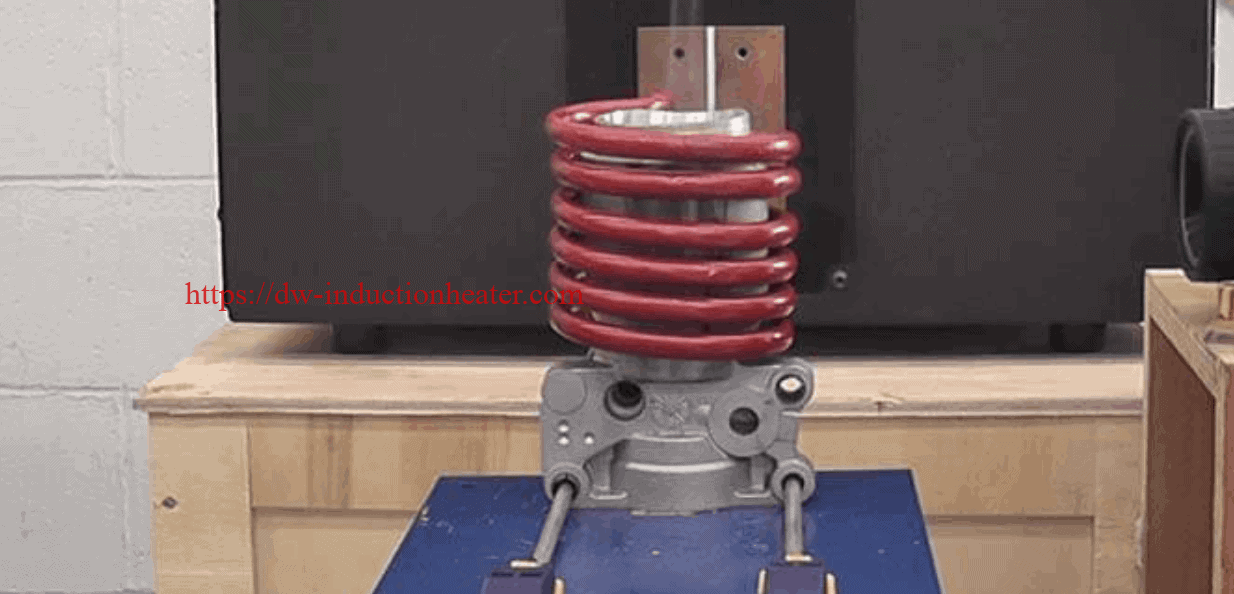
これは、Shrinkfitパーツ除去アプリケーションです。 顧客の現在のプロセスでは、プレスを使用して挿入された部品を押し出します。 ただし、これにはかなりの力と時間が必要です。 熱を加えることにより、ハウジングは最小限の力で挿入された部品を簡単に取り外すことができるように十分に拡張できます。 お客様の時間要件は、Shrinkfit部品の取り外しを7分以内に完了することです。

詳細
DW-HF-15kw誘導加熱機
材料
•アルミニウムポンプハウジングパーツOD 2.885”(73.279mm)、壁0.021”(.533mm)
主要なパラメータ
温度:約400°F(204°C)
電力:4 kW
時間:100秒
プロセス:
- シュリンクフィット部品の取り外しを完了するには、部品をコイルに入れ、ハウジングの上部がコイルの上部にできるだけ近くなるようにします。
- 理想的な時間と電力を決定するには、いくつかの実験が必要でした。 100秒は部品の取り外しに理想的であり、7分という顧客の制限よりも大幅に短いことがわかりました。
結果/メリット
テスト済みのアセンブリは、DW-HF-7kw誘導加熱システムとカスタム設計のコイルを使用して、15分未満で必要な温度に加熱できます。 カスタムコイルの加熱時間は100秒でした。取り外しのために部品を十分に拡張するには、温度を400°F(204°C)に近づける必要がありました。 ポンプハウジングが400°F(204°C)に達していたため、部品に引っ張り力を加えて部品を取り外しました。
このShrink Fitアプリケーションをさらに見直して、低電力の誘導加熱システムを使用できるかどうかを判断しました。 この場合、顧客の要件は7分であり、100秒で部品の取り外しを達成しました。 低電力システムは、低コストで部品を削除できますか? 私たちの目標が部品の挿入である場合、低電力システムも許容されます。 焼きばめ–部品挿入の場合、加熱速度を遅くしてもプロセスは成功します。 ただし、焼きばめ-部品の取り外しでは、急速に加熱することが重要です。 加熱速度が遅いと、挿入された部品も加熱され、膨張します。 挿入された部分は潜在的に「スタック」したままになります。 急速に加熱することにより、この問題を回避します。 この場合の顧客は、部品の挿入と部品の取り外しの両方にシステムを使用することを決定しました。 焼きばめ–部品挿入には4 kWシステムで十分です。 7 kW DW-HF-15kw誘導加熱システムは、焼きばめに使用されます–部品の取り外し
- 時間と温度の正確な制御
- 急速な熱サイクルによるパワーオンデマンド
- オペレーターに依存しない繰り返し可能なプロセス
- 裸火のない安全な加熱
- エネルギー効率の良い暖房
