誘導ろう付け銅および黄銅棒
DevOps Tools Engineer試験のObjective
トーチ操作に代わる誘導ろう付け銅および真鍮棒およびストリップ。 現在のトーチプロセスでは、アセンブリに過剰な汚染物質が発生し、ろう付け作業後に大幅な再加工が必要になります。
詳細
DW-UHF-40KW高周波誘導ろう付け機
XNUMXターンのオープンエンドコンベヤーコイル
材料
•銅のクーポンプレートと銅の棒
•ろう付けワイヤ– EZ Flo 45
•ろう付け合金–銀45%、1/32 DIA
テスト
電力:30 kW
温度:約1350°F(732°C)
時間:平均時間– 25秒
プロセスと結果:
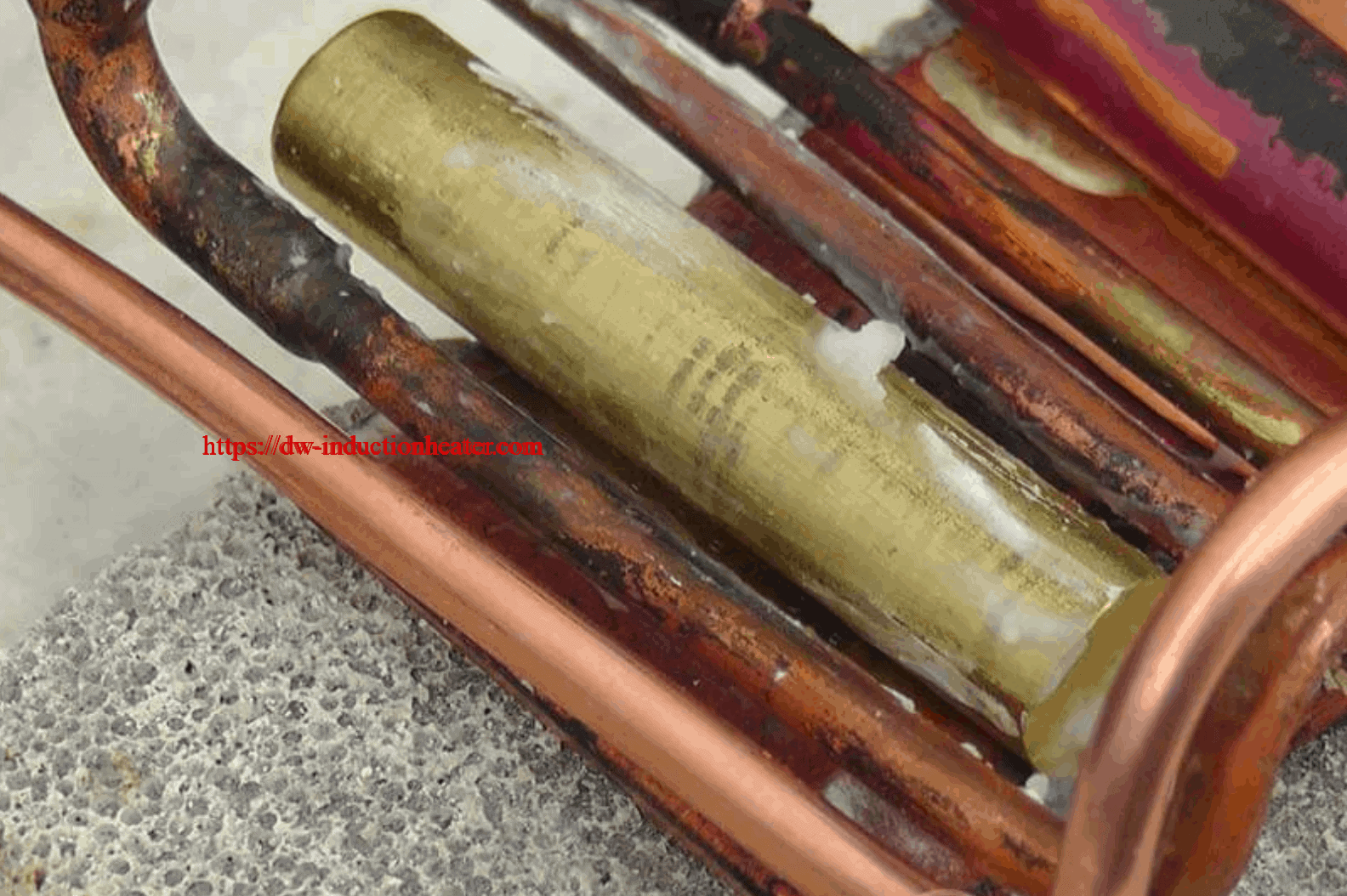
誘導ろう付け銅クーポンプレートと銅棒の場合、EZ Flo 45ろう付けワイヤを2インチの長さに切断し、インターフェース領域に配置しました。 生産状況では、EZ Flo 45ろう付けペーストが推奨されます。 アセンブリをセットアップし(写真を参照)、平均25秒間加熱して合金を流し、ろう付けを達成しました。
銅と真ちゅうの金属抵抗の差により、真ちゅう製のバーは優先的に加熱されます。 バーをプレート部分にろう付けするように設計されたコイルはロッドを加熱し、熱は誘導よりも伝導によりプレートに伝達され、バーはプレートの前の温度に最初に到達します。 材料が同じ場合(銅から銅、真鍮から真鍮、これは問題ではありません。バーが銅で、プレートが真鍮の場合、問題はありません。バーが真鍮で、プレートが銅の場合のみです。真鍮棒から銅板への熱伝達のためのタイを可能にするために、電力を削減します。
結果/メリット
- 強い耐久性のあるジョイント
- 選択的で正確なヒートゾーン。溶接よりも部品の歪みや接合部の応力が少なくなります。
- 酸化が少ない
- より速い加熱サイクル
- バッチ処理を必要としない、より一貫した結果と大量生産への適合性
- 火炎ろう付けよりも安全
